コダワリ(検査)
 |  |  | |  | | -300x81.png) |
3SとISOに基づく品質管理【ルールの徹底】による絶対的な
品質管理が我々のコダワリです。
検査手順(ステップ1)図 番 : チェックシートと図面の図番確認 |  |
 |
検査手順(ステップ2)ゲージ類 : ネジゲージ・ピンゲージ・栓ゲージの確認は全数行う事 |  |  |
 | <コダワリ> 検査机は常にクリーンな状態(3Sの徹底)を意識し保つことで 環境が引き起こすトラブル(不適合発生・流出)を未然に防ぎます。 |  |
 |  |  |
各測定器は使用前に必ず作業前点検・校正を行います。
 中村製作所 EXLON ZⅢ453 Plus |  キーエンス LM-X100 |
 キーエンス IM-7500 |  キーエンス VHX-Fシリーズ |
 | マイクロスコープを用いて傷・打痕などが無いか全数確認します。 |
 |  | 各検査工程終了の際は札を使用し誰がいつどの検査工程を行ったか分かる様にし作業の効率化をはかります。 |
 | 不適合品が発生した際も札を使用し別箱に移し識別管理します。 |
 | 検査箇所はすべてマーカーをひき検査漏れがない様にします。 |
| <コダワリ> 測定器の選定は検査員によってバラつきを無くすために 測定器早見表をみて測定器の選定を行います。 | 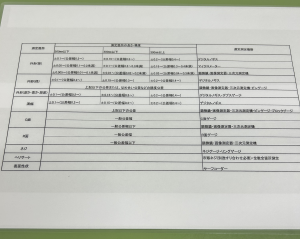 |
 |